
Procedura probabilistica per la classificazione del rischio sismico di impianti produttivi
Come considerare perdite da interruzione di esercizio e costi di riparazione del danno sismico nella stima della Perdita Annua Media (PAM)
Gli eventi sismici sono spesso causa di ingenti perdite economiche e possono compromettere seriamente i sistemi infrastrutturali, la cui vulnerabilità sismica spesso è aggravata da fenomeni di deterioramento e le imprese produttive. Il processo di recupero sistemico del tessuto socio-economico spesso risulta molto rallentato e, anche nelle casistiche migliori, difficilmente si riescono a ripristinare le condizioni pre-evento (Rossi et al. 1983; Webb et al. 2002). Uno dei fattori cruciali è rappresentato sicuramente dalla capacità di recupero del tessuto economico del territorio, che nella realtà italiana, molto spesso si caratterizza per la presenza di piccole e medie imprese.
Risulta pertanto di cruciale importanza poter valutare il rischio sismico di tali realtà, operando una stima economica dell’entità dei potenziali danni indotti da terremoto e successivamente pianificando una serie di interventi di retrofit sismico orientati alla mitigazione del rischio. Il danneggiamento degli impianti produttivi, in particolar modo, può causare per certe tipologie di impresa perdite economiche molto rilevanti, che possono in molti casi minare la stabilità finanziaria della stessa o, a livello regionale, dell’intero comparto di settore. Negli ultimi anni, risulta di interesse ricordare l’impatto significativo dei terremoti in Cile nel 2010 sulla filiera produttiva vitivinicola (Zareian et al. 2010), in Giappone nel 2011 sull’industria dell’automotive e semiconduttori (Dosanjh 2011), in Italia nel 2012 sul settore lattiero caseario e farmaceutico, negli USA (Napa Valley) nel 2014 ancora settore vitivinicolo, e nella recente sequenza sismica in Centro Italia nel 2016 sulle aziende agricole e di allevamento.
Per tali ragioni, la stima dei potenziali impatti sulle realtà aziendali e i loro impianti di produzione a seguito di eventi sismici risulta quanto mai una tematica di significativo e attuale interesse. Il presente contributo pertanto si prefigge come obiettivo quello di illustrare la proposta di un framework per la valutazione probabilistica del rischio sismico per impianti produttivi, in grado di quantificare le perdite economiche dirette associate ai costi da sostenere per la riparazione dei macchinari e strumentazioni del processo e quelle indirette legate alla stima dei mancati profitti associabili al fermo della produzione. La procedura proposta si compone di una serie di moduli in cui vengono quantificati la pericolosità sismica del sito di interesse, la vulnerabilità del processo produttivo, e la stima economica dei danni diretti e indiretti. Nella parte conclusiva del lavoro viene proposta una possibile implementazione della procedura nelle more di un futuro aggiornamento del Decreto Ministeriale n. 58 del 28/02/2017 (2017), che ad oggi codifica a livello legislativo il metodo di classificazione del rischio sismico applicabile principalmente agli edifici residenziali.
La descrizione della Procedura
Si riporta una breve descrizione della procedura proposta (per ulteriori specifiche di dettaglio si rimanda a Hofer et al. 2017). L’analisi del rischio viene svolta considerando i vari componenti del processo produttivo caratterizzandone la rispettiva fragilità sismica. La procedura permette di stimare le perdite dirette equivalenti ai costi di ripristino in relazione ai danni subìti da ciascun componente (LNS), e le perdite indirette (LBI), quantificate sulla base della stima di una funzione di recupero della funzionalità dell’intero processo produttivo (System Recovery Curve). Tale funzione, rappresenta una misura della resilienza (Cimellaro et al. 2006) del sistema produttivo, e viene costruita partendo dalle curve di recupero delle singole componenti del processo tramite l’implementazione di relazioni riconducibili alla teoria dei grafi (Zio et al. 2006).
La procedura sfrutta la tecnica di campionamento Monte Carlo per considerare le incertezze nella stima dei parametri rappresentativi dello scuotimento al sito, dello stato di danno, delle funzioni di costo di ripristino e di recupero di ciascun componente del processo. I moduli principali della procedura vengono brevemente illustrati nel seguito.
Modulo per la stima della pericolosità sismica
Questo modulo permette di caratterizzare un set di distribuzioni di probabilità dalle quali poter eseguire il campionamento dell’input sismico. Viene considerata l’accelerazione di picco al suolo (PGA) come misura di intensità. Definito un set di m tempi di ritorno, si derivano dalla curva di pericolosità del sito le distribuzioni di PGA associate. Per ciascun tempo di ritorno si campiona quindi un vettore di q valori di PGA consistenti con l’incertezza e usati nel modulo seguente della procedura.
Modulo per la stima della fragilità sismica
Successivamente si procede alla generazione di scenari di danno. Preliminarmente vengono assegnate per ciascun componente un set di p curve di fragilità. In seguito, per ciascun valore di PGA appartenente al vettore di input associato a un tempo di ritorno, si esegue un sotto-campionamento dello stato di danno di numerosità pari a r per ognuno dei componenti del processo, in maniera tale da definire stocasticamente uno scenario di danno. Complessivamente vengono generati z = q x r scenari di danno.
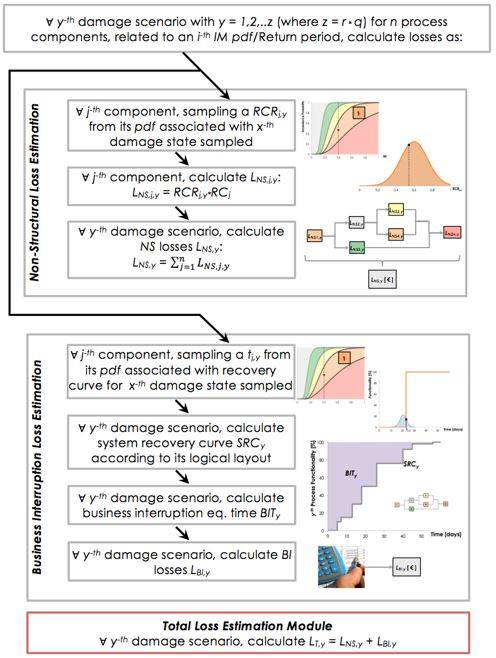
Modulo per la stima delle conseguenze economiche
Per ciascuno degli scenari di danno si procede alla stima delle perdite dirette (LNS) e indirette (LBI). Per le prime, si esegue il prodotto tra il rapporto adimensionale di costo di ripristino (RCR) associato allo stato di danno campionato ed il valore assoluto di costo di rimpiazzo. Per considerare l’aleatorietà intrinseca nella stima dell’esatto valore del costo di ripristino, si esegue un sotto-campionamento dalla relativa distribuzione di probabilità. Il calcolo viene eseguito per ciascun componente del processo e successivamente si procede all’aggregazione dei valori ottenendo il valore di perdita diretta totale relativo a un generico scenario di danno.
Per la stima delle perdite indirette si va invece a definire una funzione di recupero della funzionalità per ciascun componente del processo, chiaramente condizionale allo stato di danneggiamento dello stesso. Anche in questo caso, per considerare l’aleatorietà nella stima di tale relazione, si esegue un campionamento dei parametri più significativi della curva. Successivamente si procede alla costruzione della curva di recupero di sistema (SRC) tramite l’aggregazione delle curve di componente secondo consolidati approcci riconducibili alla teoria dei grafi (Zio et al. 2006). La curva di recupero di sistema può essere considerata come una rappresentazione quantitativa della resilienza dell’impianto produttivo, ovvero della capacità di recupero della funzionalità nel post-evento. Da tale curva è possibile calcolare il complemento all’area sottesa dalla stessa, che esprime un quantitativo temporale equivalente strettamente associabile al fermo di produzione dell’impianto (BIT). Tale misura viene successivamente combinata con i dati di bilancio derivati dal conto economico dell’azienda al fine di quantificare in termini assoluti l’impatto economico dell’intervallo di fermo di produzione conseguente al danneggiamento sismico dell’impianto e i conseguenti mancati profitti. Tra le voci da considerare nel conto economico si considerano i ricavi da vendita, rimanenze finali e iniziali, costi per acquisto di materie prime, per energia e servizi, salari del personale dipendente e altre spese riconducibili all’esercizio di impresa. Ad ognuna di queste voci viene associato un coefficiente di cessazione (Cc) che è rappresentativo del grado di riduzione di ciascuna voce di bilancio qualora l’impianto sia soggetto a danneggiamento indotto da evento sismico.
Complessivamente per ciascuno degli m tempi di ritorno, la procedura permette di stimare un numero pari a z valori di LNS e LBI, derivanti dall’analisi di ciascuno scenario di danno. Per ciascun scenario di danno è inoltre possibile valutare la perdita totale LT calcolabile come la somma dei due precedenti termini. Da questo set di valori di perdita è quindi possibile derivare delle distribuzioni di perdita e/o esprimere in maniera sintetica le risultanze delle analisi tramite l’uso di valori relativi a percentili.
La procedura applicata ad un caso studio rappresentato da un impianto caseario
La procedura proposta è stata applicata a un caso studio rappresentato da un impianto caseario ubicato nel comune di Gemona del Friuli (UD). E’ stata preliminarmente condotta un’analisi di pericolosità sismica considerando la legge di attenuazione di Bindi et al. (2011) e utilizzando il modello sismogenetico descritto in Meletti et al. (2008). La Figura 2 illustra il sistema sismogenetico considerato e l’ubicazione dell’impianto produttivo analizzato. Sono state calcolate quindi le curve di hazard sismico in PGA su roccia considerando i 16-, 50- e 84- esimi percentili. I valori sono stati in seguito amplificati considerando i coefficienti di suolo B e topografico T1 previsti dalle Norme Tecniche per le Costruzioni (2008). Sono stati considerati 9 tempi di ritorno associati rispettivamente a valori di probabilità di superamento in 50 anni pari al 2%, 5%, 10%, 22%, 30%, 39%, 50%, 63%, e 81%. Per ciascun tempo di ritorno sono state definite le rispettive distribuzioni di PGA a partire dai valori di 16-, 50- e 84-esimo percentile. Per ogni tempo di ritorno è stato quindi generato un vettore di q = 150 valori di PGA campionati dalla rispettiva distribuzione di probabilità.
In seguito, si è analizzato il processo produttivo identificando i componenti potenzialmente vulnerabili ad azioni sismiche e il flusso operativo dell’impianto di produzione (Figura 3). Il processo produttivo inizia col conferimento del latte crudo nel serbatoio di raccolta, e il successivo pompaggio tramite tubazioni in speciali serbatoi per la pastorizzazione e scrematura del latte. In seguito il latte pastorizzato e scremato viene sottoposto ad ulteriore ciclo termico e pompato tramite altri sistemi di tubazione nelle campane di cottura e lavorazione ove viene prodotta la cagliata e vengono in seguito riempite manualmente le forme. Successivamente viene fatto un passaggio di 2 giorni nella vasca di salatura e infine il prodotto viene posto su scaffalature metalliche per la fase conclusiva di stagionatura di durata variabile dai 6 ai 18 mesi. 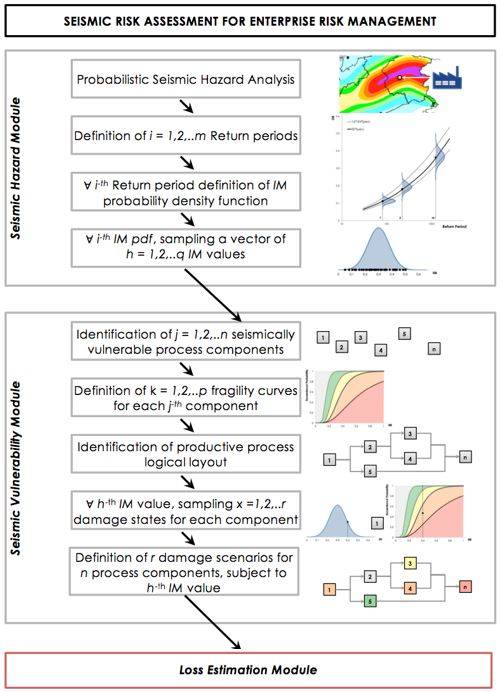
[...] continua la lettura nel pdf




Sismica
Tutti gli articoli pubblicati da Ingenio nell’ambito della sismologia e dell’ingegneria sismica.