
Diga di Venina: 24000 mq di rivestimenti ripristinati con malte additivate Azichem
All’inizio degli anni 90 il rivestimento a valle, che presentava significative manifestazioni di degrado, è stato asportato e sostituito con un nuovo rivestimento a gunite, realizzato con un conglomerato specificamente progettato e confezionato.
Interessante articolo, per le particolarità delle impostazioni, tratto dal sito dell'Azichem su un'opera di ripristino di una Diga costruita negli anni '40 e poi sottoposta a ripristino negli anni '90. La relazione illustra schematicamente le analisi e le sperimentazioni che hanno formato le scelte tecnologiche ed operative inerenti i materiali e le modalità esecutive. I lavori, iniziati nel 1990, completati nel 1995, prevedevano circa 24.000 m2 di superfici da rivestire.
Descrizione
La diga di Lago Venina, è stata progettata e costruita dalla società Edison S.p.A nell’anno 1942, ad una quota di circa 1800 metri, sul livello del mare, per aumentare la quota del lago naturale della Valle Venina e per alimentare la centrale Zappello (ad archi multipli con generatrici verticali), formata da otto volte in calcestruzzo parzialmente armato che appoggiano su nove contrafforti.
L’altezza dello sbarramento sul punto più depresso delle fondazioni è di m 61,25, mentre l’altezza sul piano generale di fondazione è di m 44,50. Il volume complessivo dell’opera è di 96.000 m3 di calcestruzzo, per una capacità d’invaso di circa 11.200 Mm3. Il paramento di monte è stato rivestito negli anni ’60 utilizzando lamiere d’acciaio con protezione di tipo catodico, mentre il lato valle, comprendente gli speroni su cui appoggiano le volte, è stato rivestito con calcestruzzo applicato mediante gunitatura. All’inizio degli anni 90 il rivestimento a valle, che presentava significative manifestazioni di degrado, è stato asportato e sostituito con un nuovo rivestimento a gunite, realizzato con un conglomerato specificamente progettato e confezionato.

Valutazioni preliminari
Le quantità in gioco rendevano del tutto improponibile il ricorso a malte premiscelate, sia in termini di costo che di pratica fattibilità. Considerando la superficie da rivestire pari a 24.000 m2, per uno spessore medio di cm 9, risultavano necessari circa 2160 m3 di conglomerato. Poiché per confezionare 1 metro cubo di malta di riparazione e rivestimento, sono necessari circa kg 2000 di malta premiscelata, risultavano necessari circa 4.300.000 kg di premiscelato.
D’altro canto, l’importanza dell’opera e le severe condizioni di esposizione (oltre 1800 m sul livello del mare) imponevano soluzioni in grado di assicurare, con l’agevole riproducibilità delle miscele individuate e prescritte, l’omogeneità delle miscele stesse e la costanza dei risultati applicativi e prestazionali.
A seguito di riunioni di valutazione, volte all’approfondimento degli aspetti sopra accennati, Committente e Direzione Lavori decidevano di privilegiare l’opzione prevedente il confezionamento in sito del conglomerato di rivestimento, attraverso il ricorso ad accorgimenti appositamente elaborati per assicurare le essenziali caratteristiche di costanza e riproducibilità.
In altri termini, l’obiettivo di riferimento era rappresentato dalla progettazione di miscele agevolmente applicabili mediante shotcrete (calcestruzzo spruzzato con il sistema wet mix), realizzabili con unità intere di legante e quantità intere di aggregati predosati: cemento in sacchi ed aggregati preliminarmente pesati, confezionati in sacchi di iuta da kg 35.
Indagini e sperimentazioni preliminari
Una ricognizione effettuata presso i centri di produzione il più possibile prossimi al cantiere consentiva di individuare, presso la Cava T.M.C. di CHIURO (SO), aggregati apparentemente idonei a soddisfare le esigenze di confezionamento. In particolare apparivano adatte le pezzature definite come sabbia naturale mm 0 – 3, sabbia di frantoio mm 0 – 4 e ghiaietto mm 4 – 10.
A seguito di esito positivo delle prove di idoneità, condotte sugli aggregati individuati, veniva effettuata una prima serie di prove di laboratorio comprendenti: analisi granulometriche ed impasti sperimentali, che consentivano di valutare positivamente, sotto il profilo della fattibilità, gli aggregati individuati e di ottenere, con una prima serie di parametri quantitativi e qualitativi inerenti i mix design di base. Le miscele di prova venivano altresì sperimentate anche sotto il profilo della messa in opera mediante gunitatura (shotcrete).

Verifiche di idoneità degli aggregati
La severa atmosfera di esposizione e servizio dei conglomerati (ambiente montano a circa 2000 metri di quota) rendeva necessario un accertamento in ordine all’idoneità degli aggregati selezionati anche in termini di “sensibilità al gelo e disgelo”: le prove specifiche condotte presso il Laboratorio Prove Materiali dell’ISTITUTO MASINI di RHO (Certificato n. 2553 - 19 Giugno 1990) attestavano l’idoneità degli aggregati selezionati sotto lo specifico profilo investigato.
Peculiarità dell’additivo polivalente individuato
Individuate le caratteristiche prestazionali prefissate per il conglomerato da porre in opera per la costruzione del rivestimento, i mix design indicativi atti a costituire le ipotesi di progetto delle miscele prevedevano il ricorso ad un peculiare additivo in polvere, all’epoca denominato FLUID 100 EMS – FR, successivamente rinominato per mere esigenze commerciali, come FLUID TIX, in costanza di ricetta compositiva, da addizionare ai leganti ed agli aggregati sulla base di rapporti di miscela da definire mediante prove di laboratorio e sul campo.
L’additivo polivalente FLUID TIX è basato su microsilicati selezionati ed addensati, adesivi polimerici, agenti plastificanti, stabilizzanti ed antiritiro, fibre di vetro e polipropileniche ad armatura tridimensionale (READYMESH). La sua azione, di tipo fisico – chimico, può essere considerata come una complessa interazione di positivi contributi e modificazioni. In particolare la reazione superpozzolanica (trasformazione dell'idrossido di calcio Ca (OH)2, instabile, solubile e pericolosamente reattivo, in silicato di calcio idrato, stabile meccanicamente e ed insolubile, proposta nella schematizzazione sotto riportata, comporta significativi contributi in termini di prestazioni e durabilità. L'azione fisica di filler ultrafine determina oltre a peculiari caratteristiche di adesività e coesione della miscela fresca, che si traducono in una applicabilità a spruzzo estremamente agevole e praticamente esente da sfridi di rimbalzo, incrementi della densità, della compattezza e della resistenza di matrice in un sistema composito già positivamente modificato dalla presenza dell'armatura fibrosa.
Nella scelta dell’additivo è stata attribuita particolare importanza alle positive implicazioni in termini di impermeabilità intrinseca, resistenza al gelo – disgelo, resistenza chimica, coesione, adesività ed adesione, nonché all’inibizione della pericolosa reazione alcali/aggregati, sempre in agguato, connessa con la peculiare reazione “superpozzolanica” indotta dai microsilicati.
Prove preliminari sul campo
Al fine di accertare la rispondenza funzionale e prestazionale delle miscele individuate, di verificarne la pratica adattabilità e la compatibilità con il metodo di messa in opera, si programmava un’accurata campagna di prove preliminari, condotta dall’impresa esecutrice (EDILPINTA S.r.l. di MORBEGNO – SO), in collaborazione con l’azienda fornitrice dello speciale additivo in polvere di cui sopra, con la supervisione dei tecnici dell’appaltante Società SONDEL S.p.A. Le prove, consistenti in una pratica proiezione delle miscele individuate, su una parete campione, erano finalizzate all’estrazione di campioni cilindrici (carote) per la determinazione dei parametri prestazionali.
Modalità delle prove preliminari sul campo
Le variabili contemplate: metodo di gunitatura, tipo di cemento, presenza o meno dell’additivo in polvere, sono riassunte nello schema sotto riportato.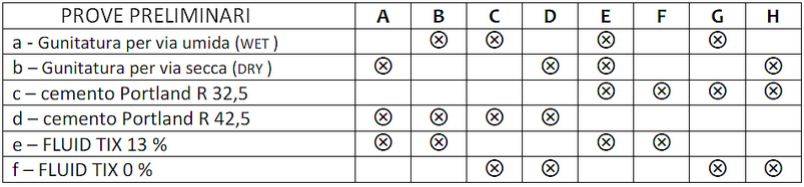
I reperti fotografici illustrano uno dei campi di prova, le fasi di gunitatura e la successione di riempimento dei campioni.
Completamento prove ed estrazione delle carote
Dopo stagionatura si provvedeva a verificare le condizioni delle superfici rivestite e quindi ad estrarre i campioni cilindrici (carote) per le previste determinazioni.
Fasi di prelevamento dei campioni e delle carote (di diametro cm 10), sia in corso d’opera che post indurimento.
Osservazioni nella fase applicativa
Nel corso delle prove si è provveduto a misurare il materiale al piede, caduto per rimbalzo durante le fasi di gunitatura. La misura dello sfrido di rimbalzo forniva il grado di coesione delle miscele applicate e, indirettamente il maggiore o minore onere derivante dal materiale disperso gravato, in questo caso, anche dai costi applicativi.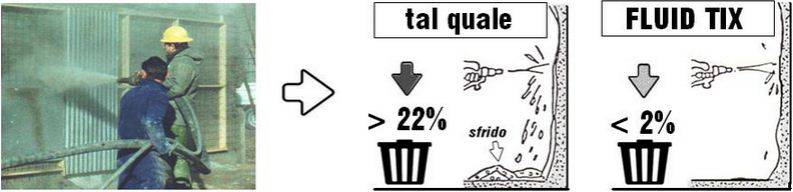
Nelle miscele ordinarie applicate si rilevava che lo sfrido di rimbalzo era superiore nella gunitatura per via secca (24 %) rispetto a quella per via umida (21 %).Nelle miscele con l’additivo FLUID TIX, lo sfrido si riduceva, in entrambi i casi, a valori trascurabili, inferiori al 2%.
Accertamenti sui campioni delle prove in campo
Dopo estrazione, I campioni cilindrici (carote) venivano consegnati al Laboratorio MASINI di RHO per accertamenti riguardanti :
- l’aderenza fra il conglomerato di rivestimento ed il supporto di applicazione;
- la permeabilità all’acqua;
- le resistenze meccaniche a compressione;
- la resistenza ai cicli gelo – disgelo.
I valori ottenuti con le determinazioni effettuate presso l’ISTITUTO MASINI di RHO, riassunti nel paragrafo successivo, costituiscono i Certificati n. 2153, e 2154, del 24Maggio 1990.
Riassunto parametri delle prove preliminari
I valori ottenuti sui campioni ottenuti sono riassunti negli schemi di seguito riportati. Per comodità di lettura i valori stessi sono riferiti come percentuale di incremento (+) o decremento (-) riscontrati nei campioni ottenuti da miscele con lo speciale additivo in polvere, rispetto ai valori ottenuti da miscele prive dell’additivo.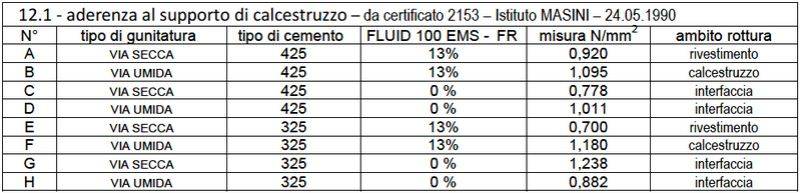
Nei campioni senza additivo la rottura avviene sempre in corrispondenza dell’interfaccia adesiva mentre in quelli con additivo la rottura avviene a carico del rivestimento e/o del calcestruzzo di supporto. La capacità adesiva apportata dall’additivo sembra quindi superiore alla resistenza tanto del rivestimento che del supporto. L’azione dell’additivo appare più marcata nella gunitatura per via umida.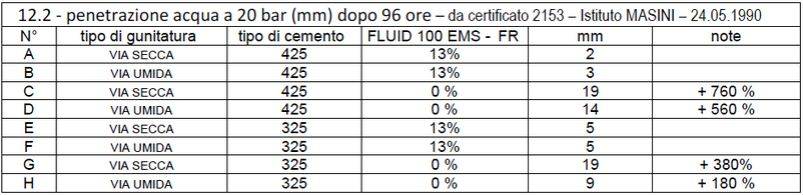
I miglioramenti apportati dalla presenza dell’additivo appaiono significativi; è confermata l’azione più marcata dell’additivo nella gunitatura per via umida.
Sulla base dei valori riscontrati e delle altre precedenti determinazioni veniva presa la decisione di adottare come miscela tipo quella proiettata per via umida, con cemento tipo 425 e FLUD TIX, dosato al 13 % sul cemento.
Le osservazioni condotte dopo 25 cicli di gelo e disgelo (16 ore in cella a – 20° C e 8 ore in cella a + 20° C) pur consentendo una valutazione apparentemente migliore per i campioni di conglomerato contenente l’additivo FLUID TIX non presentavano, in alcun caso, rilevanze degenerative.
Definizione delle strategie esecutive
Sulla base delle prove di laboratorio e sul campo, nonché dei risultati ottenuti venivano definiti :
1 - il corretto mix design delle miscele da applicare : con cemento 325 e FLUID TIX al 13%;
2 - il metodo di proiezione : per via umida;
3 - la predisposizione degli aggregati in sacchi di iuta predosati, da 35 kg;
4 - le ricette effettive di confezionamento;
5 - le modalità di trasporto in sito dei materiali;
6 - le modalità di preparazione dei supporti : idrolavaggio a pressione;
7 - la successione delle fasi operative.
il trasporto in sito dei materiali con trenino a cremagliera su piano inclinato
la fase di confezionamento controllato degli impasti e la messa in opera
Il mix design adottato
Sulla base delle risultanze sul campo, sia in termini di applicabilità che di prestazioni verificate, veniva definito il mix design, agevolmente riproducibile, contemplante l’utilizzo dell’additivo selezionato: FLUID TIX, nonché di leganti ed aggregati predosati in sacco, riportato nella tabella che segue.
La resa indicativa, determinata mediante campionamento litrico risultava pari a circa 195 litri per ogni impasto da kg 434.
Preparazione supporti e successione applicativa
La preparazione dei supporti prevedeva un accurato idrolavaggio selettivo ad alta pressione, l’esecuzione di una prima mano di gunitatura omogeneizzante, e le successive procedure di seguito riassunte :
- idrolavaggio selettivo a pressione;
- esecuzione di una prima mano di gunitatura;
- effettuazione di perforazioni inclinate per il fissaggio di spezzoni d’acciaio (4 al metro quadrato);
- colatura in opera della micromalta ancorante GROUT MICROJ *;
- inserimento di spezzoni d’acciaio ad aderenza migliorata;
- messa in opera di rete elettrosaldata (diametro mm 4, maglia cm 10 x 10), opportunamente distanziata;
- fissaggio della rete d’armatura agli inserti d’acciaio preliminarmente predisposti;
- esecuzione di ripetute fasi di proiezione delle miscele sino ad ottenere un copriferro di circa 4 cm;
- adozione delle procedure di cura e stagionatura umida delle superfici fresche.
(*) = Per quanto attiene l’ancoraggio degli spezzoni di fissaggio della rete elettrosaldata sul prodotto impiegato: GROUT MICROJ, sono state condotti accertamenti sia di laboratorio (Certificato 156/90 TECHNOBASE) che in corso d’opera. In tutte le prove in corso d’opera, effettuate mediante prove di sfilamento degli spezzoni ancorati, si è verificato il prodursi dello snervamento dell’acciaio, prima dell’eventuale sfilamento dal supporto.
Fasi di gunitatura (shotcrete)
Le miscele, accuratamente confezionate, sulla scorta di quanto in precedenza illustrato, venivano poste in opera mediante gunitatura per via umida, in strati successivi, con l’ausilio di adeguati ponteggi.
Prove e controlli in corso d’opera
Durante il corso dei lavori venivano frequentemente prelevati campioni delle miscele fresche con i quali confezionare provini cubici per le prove presso il Laboratorio interno. Venivano altresì prelevati campioni cilindrici (carote) da avviare al Laboratorio TECHNOBASE di TREZZO D’ADDA, per le ulteriori determinazioni.
Riscontri di durabilità
Un accurato sopralluogo ispettivo, effettuato a distanza di oltre dieci anni dal completamento dei lavori rilevava come i rivestimenti, realizzati con le tecniche descritte, si presentavano compatti, omogenei, privi di rilevanze di degrado, a conforto della validità delle soluzioni adottate.
Attualità delle soluzioni a suo tempo adottate
Lo speciale additivo in polvere FLUID TIX che ha fornito prestazioni certamente brillanti nel contesto sin qui esaminato viene tuttora positivamente utilizzato per il confezionamento di conglomerati fibrorinforzati, compositi, tixotropici, ad elevate prestazioni in termini di adesività, aderenza, stabilità chimica e dimensionale, impermeabilità e durabilità.
Il mix design generalmente utilizzato può essere schematizzato nella tabella che segue, corredata dalle prestazioni indicative che possono essere conseguite.
La caratteristica peculiare del sistema è certamente rappresentata dalla semplicità realizzativa, accompagnata dall’affidabilità prestazionale e funzionale.

Calcestruzzo Armato
Aggiornamenti e approfondimenti sull'evoluzione dei materiali a base cementizia, normative pertinenti, utilizzi innovativi, sviluppi tecnici e opinioni di esperti.

Infrastrutture
News e approfondimenti sul tema delle infrastrutture: modellazione e progettazione, digitalizzazione, gestione, monitoraggio e controllo, tecniche...

Malte da Rinforzo Strutturale
Con il topic "Malte Strutturali" vengono raccolti tutti gli articoli pubblicati sul Ingenio sulle Malte ad uso Strutturale e riguardanti la progettazione, l'applicazione, l'innovazione tecnica, i casi studio, i controlli e i pareri degli esperti.